



Как делают ступицы и ШРУСы. Изучаем завод GSP в Китае


Журнал «Движок» продолжает рассказ о своем небольшом турне по предприятиям Китая, специализирующимся на выпуске различных видов автокомпонентов. На этот раз наши обозреватели побывали на заводе активно набирающего популярность в России производителя — компании GSP. И своими глазами увидели, как выпускаются различные элементы трансмиссии и системы привода. Все подробности — в нашем материале.
Для начала — немного истории и статистики, чтобы те, кто впервые слышит о GSP, поняли, о какой по масштабу компании идет речь. GSP Automotive Group с 1985 года производит шарниры равных угловых скоростей, приводные валы, колесные ступицы, а также детали подвески и системы рулевого управления. Компания поставляет свою продукцию в более чем 120 стран. Штат GSP по всему миру насчитывает более 2 тыс. сотрудников, а производственные площадки расположены в Китае и Малайзии.

Месячный объем производства составляет почти 600 тыс. приводных валов, 2,1 млн шарниров равных угловых скоростей, 500 тыс. ступичных подшипников, а также почти 6 млн различных резино-металлических изделий. Так что назвать бренд «узкоспециализированным поставщиком для китайского рынка» не получится даже у самых ярых критиков всего китайского.


Любое современное производство автокомпонентов ориентировано не только на объем, но и на универсальность выпуска. Вот и GSP производит сразу несколько элементов трансмиссии: ступичные подшипники, подшипники первого, второго и третьего поколения, а также некоторые детали, которые предлагаются в сборе, такие как приводные валы, поворотные кулаки и подшипники с дисками. Впрочем, обо всем по порядку.
Начнем со ступиц. Первый этап производства — обработка корпуса. Заготовка подвергается механической обработке поверхностей контакта с телами качения и обеспечивает минимальное сопротивление и зазор в процессе работы. Производство ступиц на заводе GSP осуществляется на двух линиях: автоматической и полуавтоматической.
В первом случае заготовка под ступицу загружается на металлообрабатывающую линию, которая производит все необходимые операции, и с другой стороны выходит уже полностью готовая деталь. К примеру, на полуавтоматической линии время перемещения заготовки от процесса механической обработки до окончания закалки традиционно занимает почти два часа, в то время как на автоматической линии оно ничтожное: всего 20 секунд. Столь существенная экономия времени очень выгодна для компании, но обратная сторона процесса — дороговизна самой линии: около 10 млн долларов.


Однако причина соседства на предприятии линий полуавтоматической и автоматической обработки и сборки — не только высокая стоимость последней. Дело еще и в том, что GSP выпускает очень широкий ассортимент запчастей, в том числе для автомобилей, которые не являются самыми ходовыми и массовыми на рынке. Таким образом, по спецзаказу завод может изготовить ту или иную деталь в небольшом количестве — порой всего 20 штук. Естественно, загружать для этого автоматические линии нецелесообразно, и именно поэтому приходится прибегать к полуавтоматическим линиям.



В этом случае после механической обработки заготовка ступицы проходит закалку и обработку привалочных поверхностей. По сути дела, после этого деталь полностью готова к сборке. Закалка даже на полуавтоматической линии полностью роботизирована: механическая рука сама устанавливает заготовку и сама же ее вынимает, устанавливая следующую.
Конечно, столь масштабное производство не может обойтись без системы контроля качества. Контроль этот производится на каждом этапе производства. Например, после закалки проверяется структура металла ступицы, его твердость на соответствие заданным параметрам. Для этого деталь разрезается и перемещается в лабораторию. Независимо от исхода проверки каждый такой образец в течение трех лет хранится на заводе, чтобы в долгосрочной перспективе отслеживать правильность выбранных режимов закалки по времени и температуре.

Следующий производственный процесс — шлифовка, ведь не секрет, что правильная работа подшипника зависит в первую очередь от того, насколько качественно отшлифованы его элементы. Для этого на предприятии установлены поточные линии с последующим контролем.
Ступица вращается с помощью приводного вала через шлицы. Нарезка их на ее внутренних частях на следующем этапе производства детали осуществляется с помощью протяжки.

Финальный этап сборки — полностью автоматический независимо от того, каким способом ступица добралась до финиша. Здесь все элементы собирают воедино: наружный корпус, внутреннюю часть, сепараторы, шарики, сальники; вставляется магнитное кольцо для датчика ABS. На выходе получается полностью готовое изделие. Человек на этой линии необходим только для контроля: в конце линии он физически проверяет ступицу и, если не видит дефектов, отправляет ее в упаковку.

В середине цеха расположена лаборатория контроля качества, куда запрещен вход рядовым сотрудникам, так как там поддерживается практически идеальная чистота. Через специальное окно деталь передается для проверки, после чего очищается и проходит полный контроль.
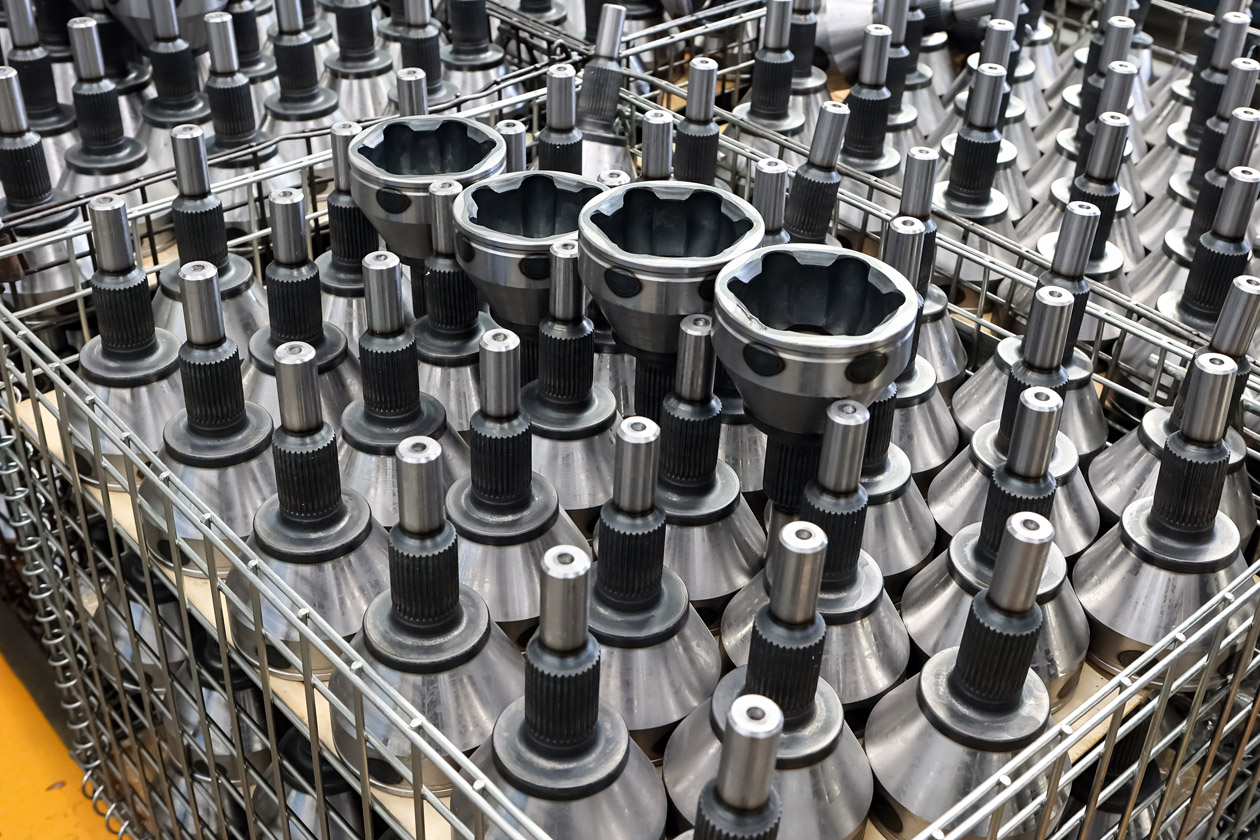
Однако не ступицами едиными жив GSP. Следующий цех, который мы посетили, площадью 175 тыс. кв. м, — это производство внешних ШРУСов. Каждый месяц такой цех производит 1,3 млн единиц готовой продукции. Первый шаг — изготовление корпуса ШРУСа в автоматических металлообрабатывающих центрах; затем деталь уходит дальше — на целый цикл операций.





Все время, пока мы присутствовали в цехах завода GSP, мы регулярно встречали людей в красной униформе. Как выяснилось, это не сотрудники компании, а независимые специалисты, отвечающие за контроль качества. У каждого есть рабочее место, оборудованное всем необходимым для проверки качества, и полный доступ к чертежам, по которым проводится сверка деталей, и можно в любой момент подойти к любому посту, забрать оттуда деталь и проверить на соответствие заданным параметрам. Благодаря этому независимому мнению удается контролировать и поддерживать высокий уровень продукции
Следующий этап изготовления ШРУСа — накатка шлицев и их закалка. После чего начинается процесс нарезания канавок внутри заготовки в специальном роботизированном центре, который быстро нарезает 6 или 8 канавок в зависимости от типа ШРУСа. Стоит отметить, что закалка осуществляется не по всей детали, а только в определенных зонах и на определенную глубину. При этом остальная часть детали остается незакаленной. Разделяет эти зоны так называемая линия «Хамон» — как на традиционном японском холодном оружии! Она позволяет получить высокую твердость при минимальном износе детали в парах трения, что дает высокий ресурс. (В с очетании с мягкой зоной, которая воспринимает все ударные нагрузки и не дает детали растрескиваться.) Шлицевая часть вала, которая передает момент на ступицу, также закалена в определенных зонах, ведь именно эта часть и отвечает, по большей части, за ресурс детали.


Далее заготовка отправляется на шлифовку всех внутренних поверхностей перед финальной сборкой. При сборке на полуавтоматической линии сотрудник делает еще одну, окончательную, проверку: он оценивает на специальном стенде, насколько внутренние детали ШРУСа подходят друг к другу. Проще говоря — замеряет усилие, которое создается в парах трения. Кстати, эту работу человек тоже разделяет с роботом, так как самые крупные и масштабные партии проверяются автоматическим стендом по тому же принципу на автоматической линии.



Процесс изготовления вала, который соединяет внутренний и наружный ШРУСы, — современный и высокотехнологичный: соединение шлицевых частей и центральной полой трубы выполняется на специальном станке сваркой трением. В отличие от классической сварки, такой способ быстрее, а в местах соединений не образуются поры и не возникает напряжения металла от неравномерного нагрева. Качество сварки также проверяется на специальном стенде, где на вал оказывается многократное воздействие.
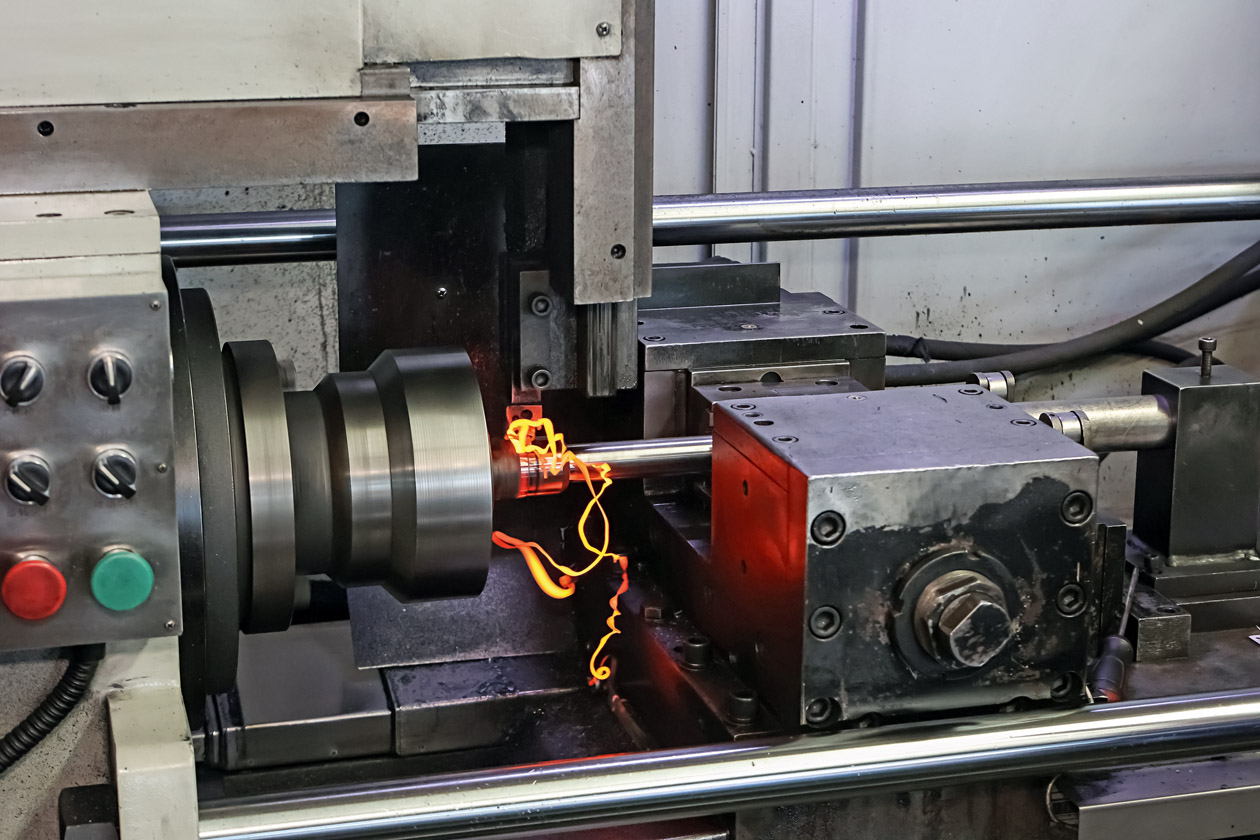
Сварка трением и давлением
Далее вал отправляется на автоматическую правку, где он закрепляется на специальном стенде, лазеры определяют его малейшее искривление или несоосность. Затем стенд при помощи гидравлической руки исправляет все отклонения без участия человека, чтобы избежать вибраций при эксплуатации.

Цементация. До и после.
При необходимости запчасти проходят процесс цементации — насыщения поверхностного слоя углеродом. Деталь в этом случае становится более твердой и износостойкой, и за счет этого увеличивается ее ресурс
Процесс производства внутреннего ШРУСа не сильно отличается от внешнего. Также производится зонная закалка шлицев и внутренних дорожек — они становятся очень твердыми, а корпус остается нетронутым закалкой, чтобы он сохранил эластичность и лучше справлялся с ударными нагрузками.
Для поддержания высоких стандартов качества, а также разработки и внедрения новых технологий и методов производства GSP располагает собственным испытательным центром площадью 2,5 тыс. кв. м. В нем есть множество стендов и устройств, позволяющих контролировать качество абсолютно любой продукции завода.



Каков итог?
Так проходит… Нет, не земная слава, — так рушатся былые стереотипы. Судя по тому, что мы увидели на предприятии GSP, производители автозапчастей и компонентов родом из Поднебесной сегодня располагают самыми современными технологиями производства. К примеру, тот же станок, соединяющий металлические детали трением и давлением, мы когда‑то видели в Германии на заводе Kolbenschmidt. Теперь мы знаем, что та же технология с успехом применяется в Китае. Причем не в опытно-промышленном, а в самом что ни на есть серийном производстве. Как говорилось в одной популярной телепередаче, “Myth bustered!..” («Миф разрушен!»).



