








Из чего сделан Skoda Kodiaq: изучаем производство амортизаторов Monroe


В нашем большом путешествии по Германии, где мы изучали производства компонентов для Volkswagen AG и кроссовера Skoda Kodiaq, в частности, пришлось сделать небольшой крюк и заехать в соседнюю Польшу. Именно здесь находится один из производственных кластеров компании Tenneco, которая выпускает, в том числе для концерна VAG, амортизаторы Monroe. Смотрим, из чего и как они делаются.

Если начинать с истории бренда Monroe, то придется писать еще одну статью, поскольку за 102 года компания успела добиться невероятных успехов, став одним из главных производителей элементов подвесок в мире! В 1926 году Monroe выпустила первый гидравлический телескопический амортизатор двойного действия, который работает как на сжатие, так и на отскок, а сегодня бренд владеет 30 заводами по всему миру, выпуская амортизаторы и пружины для 53 автопроизводителей, включая компанию Skoda.
Интереснее тот факт, что изначально американский бренд смог завоевать европейский рынок: Monroe держит первое место по ассортименту для европейского автопарка и является одним из лидеров по продажам продукции для японских авто. И все это несмотря на сильнейшие позиции и возможности конкурентов.


Всего у Monroe несколько линеек. Первая — это электронно-управляемые амортизаторы, как на нашем Skoda Kodiaq, изменяющие жесткость в зависимости от выбранного режима движения. Гордость компании для вторичного рынка — амортизаторы OESpectrum с технологичной системой клапанов, подстраивающих характеристики под качество дороги. Самый широкий ассортимент артикулов — в линейке Original, а для коммерческого транспорта используются амортизаторы Magnum. Кроме того, компания Monroe выпускает амортизаторы для кабин грузовиков и упоры для подъемных дверей.



Бывая на разных автопроизводствах, мы неоднократно подчеркивали, что производители автомобилей на своих предприятиях лишь собирают в единое целое то, что приходит от поставщиков компонентов. Тестовый Kodiaq состоит из тысяч деталей, которые делают для него сторонние бренды, а Skoda занимается лишь разработкой и окончательной сборкой.
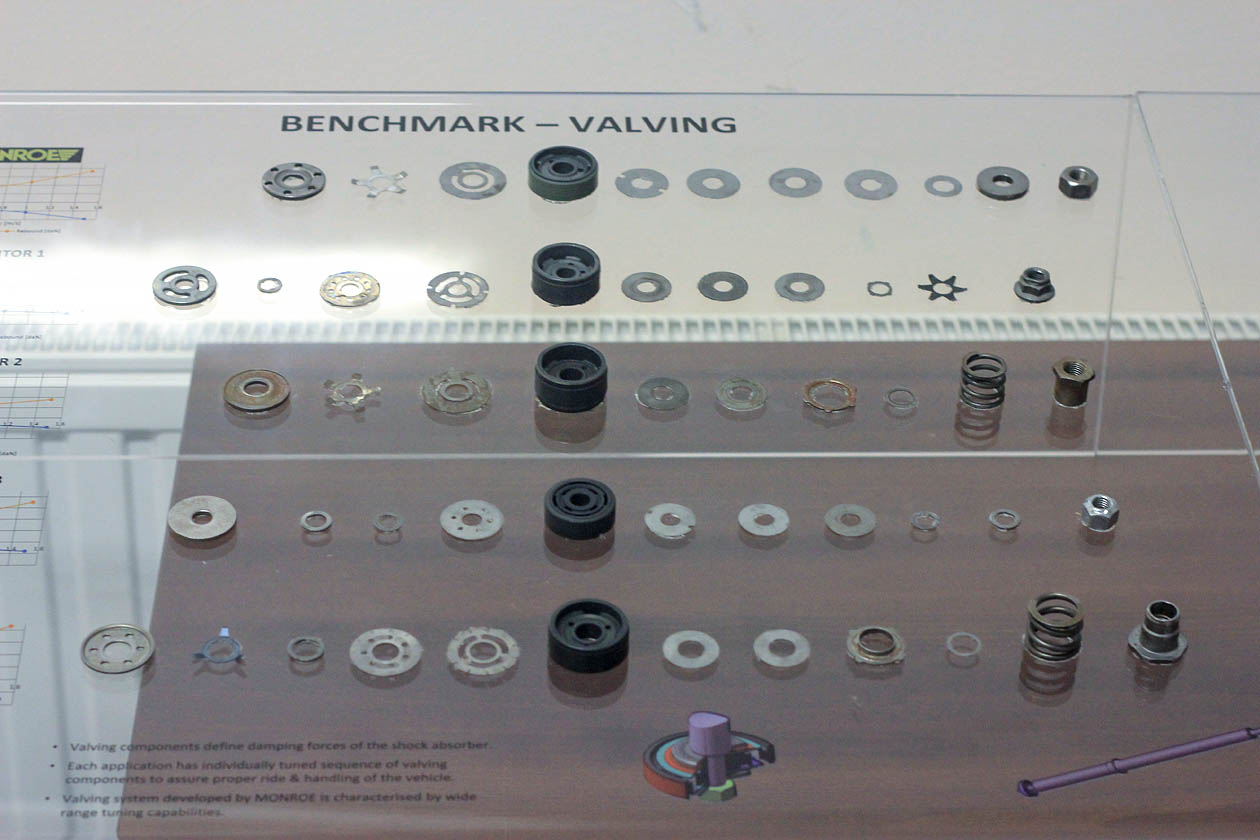
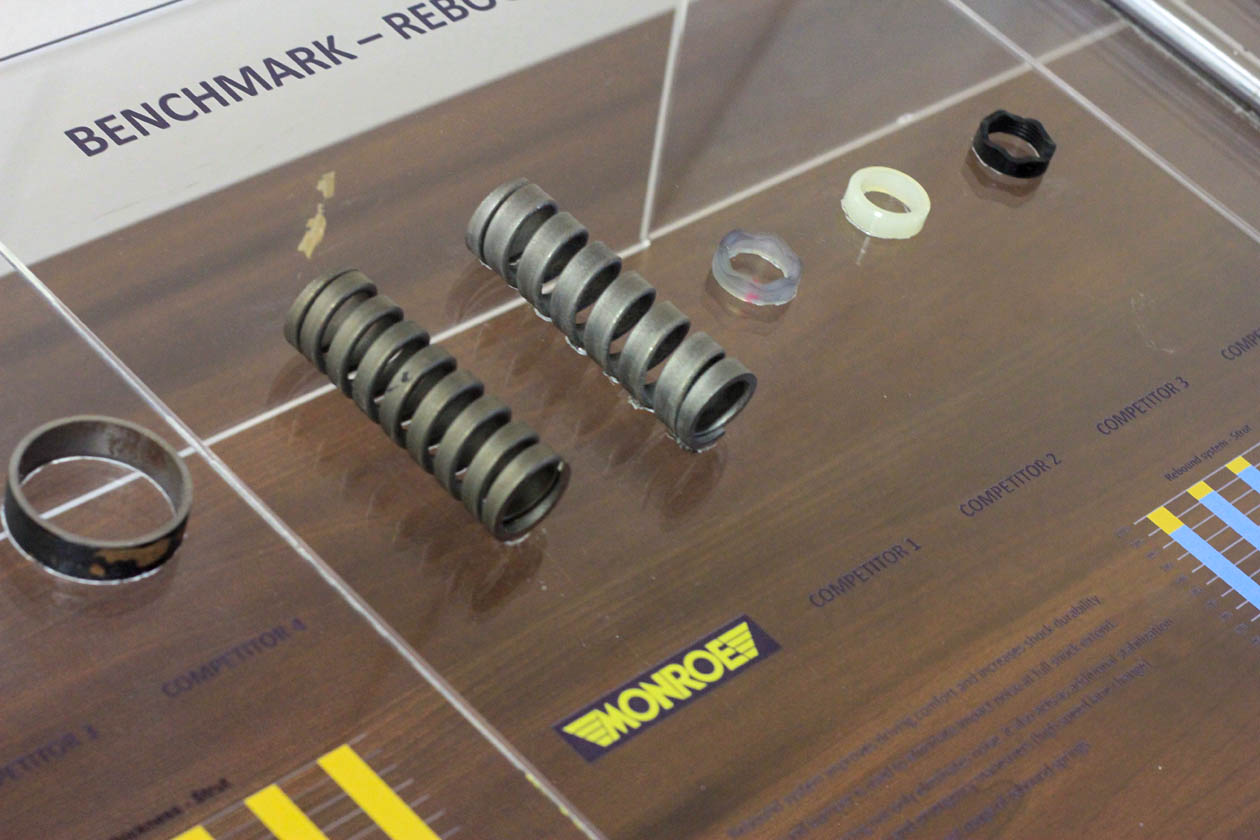
Абсолютно та же самая история и в мире автокомпонентов. Амортизатор Monroe состоит из десятков деталей, многие из которых в готовом виде поставляют сторонние производители со всего мира — от Бельгии до Японии и Китая. А на заводе Monroe они уже собираются вместе.

Производственный кластер состоит из двух одинаковых заводов: один — для изготовления продукции на вторичный рынок, другой — для поставки на конвейер. Почему нельзя все выпускать на одном, но большом заводе? Все просто: запросы на первичном и вторичном рынке разные. Автопроизводителям нужно много амортизаторов одного вида, а сегменту aftermarket — наоборот, небольшое количество каждых из всех возможных вариантов для многих моделей авто. Чтобы не запутаться в логистике и производственных мощностях, и было принято решение поделить все производство на две независимые части. Причем технологии производства полностью идентичные. Разница только в настройках клапанных дисков амортизаторов для вторичного рынка. Их преднастраивают на 5-15% жестче, чтобы компенсировать износ других элементов подвески автомобиля с пробегом.


Завод Monroe для вторичного рынка занимает 1500 кв. м, выпуская 4100 артикулов, а общий объем единиц продукции в 2018 году составит 5 млн штук (!). Производятся они в три смены силами всего-то 560 человек, из которых около 40% — женщины. Персонал на заводе достаточно молодой, поскольку производство расположено в регионе с большим количеством учебных заведений. Правда, и оплата труда здесь по европейским меркам небольшая — в среднем около тысячи евро в месяц.



Как на большинстве современных производств, почти все операции автоматизированы — это необходимо для минимизации человеческого фактора и улучшения качества. Последнее, само собой, зависит и от технического состояния станков, так что за оборудованием внимательно следят, регулярно проверяя каждый проводок. Monroe не жалеет на это средств: за последнее время в модернизацию и новую линию было вложено более 3,5 млн евро, включая закупку самых современных станков и роботов немецкого производства. Закупка металла происходит в Турции, причем в виде готовых железных труб.
Один из технологичных аппаратов делает внутреннюю трубу для двухтрубных амортизаторов: оператор только программирует необходимую длину, а подачу, обрезку и полный контроль качества получившейся детали выполняет сам станок. Дальше трубка поступает в моечную камеру, где очищается от возможных остатков стружки, и на проверку внутреннего диаметра. Данный этап очень важен, поскольку по нему выставляются правильные настройки демпфирующих усилий.


Форма внешней трубы делается выпрессовкой в зависимости от модели. Далее ставится крепление и надевается крышка, после чего элементы свариваются. Сварка идет в два этапа: первый — между креплением и камерой, второй — поверх крышки. В зависимости от сложности конструкции амортизатора используются разные станки для сварки, в том числе с лазерным уровнем для максимально точной установки в станок. Например, отдельная оснастка требуется при производстве стоек. В производственном цикле Monroe выпуск амортизаторов и стоек делится поровну. Некоторые типы сварки, например на 360 градусов, требуют выполнения процедуры только роботом.
Плановая, автоматизированная и выборочная проверка качества выполняется на каждом производственном этапе. Проще всего с автоматизированными станками, которые в процессе работы проверяют все отклонения от нормы и автоматически сигнализируют о браке. Такая деталь идет только на утилизацию. Кроме того, дополнительно оператором проверяется каждая сотая запчасть, а каждая пятисотая проходит комплексную проверку на дефекты. Визуальный осмотр проходит вся продукция Monroe перед упаковкой
Самая новая и технологичная линия — для производства однотрубных амортизаторов. Она почти целиком автоматизирована, главным образом под сборку внутренних компонентов амортизатора. Здесь же осуществляется процесс сварки и спайки. Операторы, кстати, в основном девушки, которые эффективнее выполняют монотонную работу.


Финальная производственная линия состоит из трех частей. На первой происходит наполнение гидравлической жидкостью. Затем амортизатор проходит контроль демпфирующих усилий, и, если все в порядке, происходит спрессовка и маркировка. Последний этап — покраска электростатическим способом. После чего осуществляется финальный визуальный контроль качества и упаковка.
Коробки с готовой продукцией отправляются на дистрибуционные склады Monroe, коих в Европе сегодня два. Оттуда амортизаторы попадают к дистрибьюторам и на сервисные станции.
На заводе есть специальная зона, где на досках висят десятки важнейших графиков и таблиц. Это индикаторы эффективности работы, а также всевозможные производственные показатели: безопасности, качества, доставки, цены, влияния человеческого фактора и проч. По ним руководство легко ориентируется, насколько качественно работает та или иная смена на том или ином участке
Каков итог?
Компания Monroe не собирается останавливаться на достигнутом. План по сегменту aftermarket — увеличить на польском заводе в Европе производство с пяти до семи миллионов единиц продукции к 2021 году. Этой цифры планируется достичь за счет внедрения нового оборудования, сокращения этапов производства и расширения персонала. Все вместе это позволит увеличить скорость выпуска одного амортизатора в единицу времени, а значит, увеличить общий объем производства при тех же параметрах работы в три смены.
Что касается качества, то после увиденного сомневаться в нем не приходится. Monroe — мировой бренд, который имеет возможность не экономить на этом показателе. Причем сам производитель настолько уверен в своей продукции, что на топ-линейку амортизаторов OESpectrum дает пять (!) лет гарантии для европейского рынка. Для России гарантийный срок существенно меньше, но и два года для наших дорог выглядят практически как вызов.


 |
||
 |
 |
 |
 |
||
 |
||
 |
||



